
Nacházíte se v sekci Archiv článků a událostí. Pro aktuální informace z této oblasti navštivte sekci Ultrazvuková diagnostika nebo nás v případě potřeby kontaktujte.
Publikováno 30. 6. 2012
TECH Magazín č. 8, 2012
Spojování kovových materiálů odporovým svařováním je velmi rozšířené, zejména ve formě bodových svarů při spojování plechových dílů např. při výrobě automobilových karosérií. Protože je ekonomické navrhovat konstrukce s minimálním počtem svarových spojů, je nezbytné hlediska bezpečnosti konstrukcí zajistit dokonalou kvalitu těchto spojů.
Pro zkoušení bodových svarů je k dispozici celá řada zkušebních postupů. Destruktivní zkušební metody, představují jednoduché postupy s jednoznačným výsledkem, které však vyžadují obětování části produkce. To může u složitějších výrobků vést ke zvyšování výrobních nákladů.
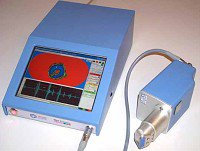
Pro vyšší efektivitu zkoušení bodových svarů je možné využít nedestruktivní zkušební metody. Z nich má největší uplatnění ultrazvuková metoda. Postup, kdy se jednoduchá ultrazvuková sonda ručně přiloží na bodový svar a ze zobrazeného echogramu na displeji přístroje se vyhodnotí kvalita svaru, je dobře propracovaný a standardně užívaný. Má však několik nevýhod. Tou zásadní je, že dochází pouze k integrálnímu hodnocení bodového svaru a není tedy možné detailně posoudit jeho topografii nebo lokální vlastnosti. Další nevýhodou je i způsob vyhodnocení ultrazvukových signálů. Není k dispozici jednoznačné kritérium, které by určilo stav svaru, ale z průběhu echogramu se vizuálně hodnotí, jak jejich časový průběh a tvar odpovídá podle zkušeností dobrému nebo vadnému svaru. A tak do hodnocení vstupuje lidský faktor, který vždy představuje zvětšení nejistoty zkoušení. Nizozemský výrobce Amsterdam Technology přišel s myšlenkou ručního ultrazvukového skenovacího systému s vysokým rozlišením. Imerzní nádoba je v něm nahrazena vodní předsádkou, která se přes pružnou membránu přikládá na kontrolované místo. Celé zařízení, které má jednoduchý název Mini Scanner, sestává z vlastní ruční skenovací hlavice a z přenosné řídicí a vyhod nocovací jednotky.
nocovací jednotky.
Skenovací hlavice obsahuje vysokofrekvenční fokusovanou ultrazvukovou sondu, která se při skenování pohybuje ve vodní komoře po plošné šroubovici. Standardní snímaná plocha je 10 x 20 mm, přičemž průměr jednoho sejmutého ultrazvukového bodu je díky vysoké fokusaci sondy 0,1 mm. Jeden sken tedy obsahuje 20 000 změřených bodů a jeho provedení trvá méně něž 5 s. Při zkoušení se pro akustické navázání hlavice se zkoušeným dílem používá malé množství vazební želatiny. Díky výměnným nástavcům skenovací hlavice je možné zajistit kontrolu i komplikovanějších dílů.
Řídicí a vyhodnocovací jednotka zobrazuje na dotykovém displeji všechny informace o zkoušce. V centru displeje je kompletní zobrazení skenované plochy s barevným vyhodnocením amplitudy ultrazvukových ech. Jejich časový průběh v libovolném bodě je ve spodní části displeje. V pravé části jsou umístěna nastavovací a vyhodnocovací pole. Nastavují se zde rozsahy zobrazení podle rozměrů zkoušených dílů, materiálové konstanty, požadované způsoby zobrazení signálů a požadované vyhodnocovací parametry. Jako výsledek zkoušky může být využita hodnota tloušťky svarového spoje, místo lokální vady ve spoji, velikost bodového svaru nebo zjištěné vady. Vhodným nastavením vyhodnocovacích parametrů je možné při rutinních zkouškách vyhodnocovat kvalitu kontrolovaného svaru pouze z plošného zobrazení jednoznačně podle přítomnosti nebo nepřítomnosti vady v oblasti svaru. Kompletní data zkoušky jsou v jednotce přístroje ukládána pro pozdější vyhodnocování a pro archivaci a je možné je předávat pro další zpracování prostřednictvím rozhraní USB nebo Ethernet.

Pokud je v bodovém svaru vada typu nehomogenity, což je nejčastěji plynová bublina, je jednoznačně ve svaru lokalizovatelná co do velikosti a polohy. Řada rozborů pomocí metalografických postupů prokázala, že získané plošné zobrazení ultrazvukových signálů plně odpovídá skutečnému stavu bodového svaru.
Pomocí měřicí funkce vyhodnocovací jednotky je možné změřit rozměry bodového svaru i zjištěné vady. Je také možné zjišťovat skutečnou vzdálenost svaru od okraje plechu, což je jeden ze sledovaných parametrů při výrobě svařovaných dílů. Další měřicí funkce umožní zjistit hloubku protlačení bodového svaru.
Mini Scanner je použitelný i na jiné druhy odporových svarů, lze jím zkoušet i výstupkové a švové svary. Velkou výhodou přístroje je možnost kontroly odporově přivařených matic nebo šroubů, což konvenčním ultrazvukovým postupem není možné. Dobře je také aplikovatelný na laserové svary, které se v poslední době používají při výrobě karosérií stále častěji. U všech těchto svarů je možné zjistit vady ve svaru a vyhodnotit jejich rozměry.
Ultrazvukový Mini Scanner nachází široké uplatnění zejména v automobilovém průmyslu, kde odporové a laserové svary představují nejrozšířenější spojovací metodu a kde jsou kladeny vysoké nároky na kvalitu provedených spojů. Jeho využití při kontrole bodových svarů tří, případně čtyř plechů umožňuje snadno lokalizovat hloubku zjištěné vady a tak zajistit správné nastavení svařovacího procesu. Přístroj najde uplatnění ve fázích přípravy výroby, jako je vývoj svařovaných dílů a nastavování svařovacích automatů, i v sériové kontrole výroby.
Přístroj Mini Scanner představuje pokrokové využití ultrazvukové zkušební metody, která v tomto pojetí umožňuje kvantitativní vyhodnocení stavu svarových spojů nebo homogenity materiálů. Na základě sejmutých a uložených ultrazvukových dat umožňuje hlubokou analýzu stavu zkoušeného dílu a současně zajistí při vhodném nastavení rutinní hodnocení s minimalizací vlivu subjektivity.




Podrobnosti:
Pokrokové zkoušení bodových svarů.pdf (397.6kB)