
Zvyšte výrobu, zlepšete průchodnost i produktivitu, a přitom zachovejte požadovanou kvalitu sklářských výrobků.
Přesné měření teploty ve sklářském průmyslu patří k základním předpokladům bezpečné, stabilní a efektivní výroby. Umožňuje lépe řídit procesy v prostředí s vysokými teplotami, snižovat rizika pro obsluhu a včas odhalovat odchylky, které mohou ovlivnit kvalitu výrobků nebo stav výrobního zařízení. Spolehlivá teplotní data zároveň usnadňují plánování údržby a oprav, pomáhají zvyšovat průchodnost výroby a podporují vyšší produktivitu bez kompromisů v oblasti kvality.
Příklady použití měření teploty v oboru sklářské výroby
- Výroba vialek a injekčních stříkaček
- Automobilová světla
- Automobilová a bezpečnostní skla
- Kalení plochého skla
- Plavené sklo
- Výroba skelného vlákna a izolací
- Linky na výrobu skleněných lahví a obalového skla
Klíčové přínosy (typicky pro aplikace ve sklářství)
- Zvýšení bezpečnosti personálu a lepší řízení prostředí v rizikových (nebezpečných) zónách
- Efektivnější plánování údržby a harmonogramů oprav/repasí zařízení
- Stabilnější kvalita výrobků díky řízení teplotního procesu
- Vyšší průchodnost výroby a produktivita při zachování kvality

Výroba skleněných vialek a injekčních stříkaček
Při výrobě milionů až miliard vialek nebo stříkaček je optimalizace procesu na základě měření teplot klíčová pro úspěch – např. při tváření skleněné kapky, předehřevu, smršťování, lemování, tvarování, řezání, zkouškách pnutí a dalších operacích.
V období navyšování kapacit (např. při zvýšené poptávce v souvislosti s očkovacími kampaněmi) pomáhají řešení bezkontaktního měření teploty získat přesná teplotní data potřebná pro zvýšení průchodnosti výroby a zajištění kvality – zejména pyrometry řady Endurance.
Tvrzení plochého skla
Tvrzení, někdy označované také jako kalení plochého skla, probíhá zahřátím skleněné tabule a jejím následným prudkým ochlazením. Používají se průběžné pece s dopravníkem nebo oscilační pece, ve kterých se sklo během ohřevu opakovaně pohybuje. Proces zpravidla probíhá ve dvou samostatných částech – v ohřívací komoře a v chladicí sekci, kde je sklo ochlazováno velmi intenzivním proudem vzduchu.
Tato technologie se často využívá ve velkoobjemové výrobě s omezenou variabilitou zpracovávaných výrobků. Pro dosažení požadované pevnosti a rovnoměrné kvality je nutné přesně řídit teplotu skla v celé jeho ploše i během jednotlivých fází procesu.
Požadavky na řízení procesu
Během tvrzení se sklo zahřívá až do stavu, kdy začíná měknout. Příliš vysoká nebo nerovnoměrná teplota však může způsobit deformace, optické vady a rozdíly ve výsledné kvalitě jednotlivých tabulí. Nastavení vhodných parametrů pro různé rozměry a tloušťky skla proto může být časově náročné a bez přesných údajů často probíhá metodou pokus–omyl.
Zvláštní pozornost vyžaduje nízkoemisivní sklo, jehož povrchová vrstva odráží významnou část infračerveného tepelného záření. To komplikuje nejen jeho rovnoměrný ohřev, ale také bezkontaktní měření povrchové teploty. Spolehlivý systém měření je proto nezbytný jak při počátečním nastavení pece, tak při průběžném sledování výroby.
Přínosy přesného měření teploty
- Záznam tepelného obrazu každé skleněné tabule umožňuje kontrolovat a dokumentovat kvalitu každého zpracovaného výrobku.
- Okamžité odhalení změn teplotního profilu pomáhá omezit množství neshodných výrobků a minimalizovat prostoje.
- Vliv změn nastavení pece lze vyhodnotit bezprostředně, což urychluje zavádění nových typů a tlouštěk skla do výroby.
- Kompletní teplotní profil od vstupu do pece až po výstup umožňuje optimalizovat fázi ohřevu i následného ochlazování.
Výroba plaveného skla a kontrola teploty při žíhání
Plavené sklo se vyrábí kontinuálním litím roztavené skloviny na lázeň roztaveného kovu,
nejčastěji cínu. Tímto způsobem vzniká souvislý skleněný pás s rovnoměrnou tloušťkou
a velmi rovným povrchem. Po opuštění cínové lázně sklo prochází žíhací pecí, kde se
postupně a přesně řízeně ochlazuje. Správný průběh žíhání pomáhá omezit vnitřní pnutí,
deformace a riziko popraskání skla při dalším zpracování.
Průběžné bezkontaktní měření teploty je důležité zejména v jednotlivých zónách žíhací pece a po celé šířce skleněného pásu. Nevhodná teplota nebo příliš rychlé ochlazování mohou způsobit nerovnoměrné rozpínání a smršťování materiálu, a tím zhoršit rovinnost, mechanické vlastnosti i přesnost následného řezání. Teplotní profil v reálném čase umožňuje obsluze rychle odhalit odchylky a upravit nastavení chladicích zón.
Pro sledování těchto procesů lze využít infračervené systémy a řádkové skenery, které nepřetržitě snímají rozložení teploty napříč skleněným pásem. Naměřená data mohou sloužit nejen ke kontrole kvality, ale také jako zpětná vazba pro přesnější řízení jednotlivých částí žíhací pece.
Infračervené skenování teploty při výrobě skla
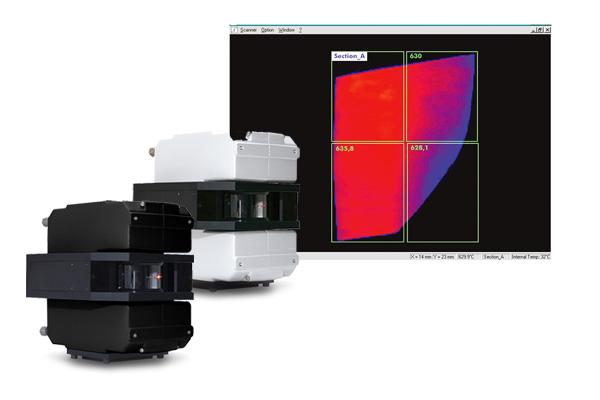
Teplotní zobrazovací systém GS150 a GS150LE
Pro přesné sledování teploty při kalení plochého skla lze využít infračervený zobrazovací systém GS150 a GS150LE. Systém poskytuje teplotní profil v reálném čase po celé ploše skleněné tabule a umožňuje nepřetržitě kontrolovat rovnoměrnost ohřevu i následného ochlazování.
Včasné odhalení teplotních odchylek pomáhá omezit deformace, optické vady a množství neshodných výrobků. Naměřená data lze zároveň využít k přesnějšímu nastavení pece a optimalizaci procesu pro různé rozměry, tloušťky a typy skla.
- Teplotní profil v reálném čase po celé ploše skleněné tabule.
- Nepřetržité monitorování a řízení teploty během výrobního procesu.
- Provoz bez samostatného počítače s podporou až 10 měřicích sektorů.
- Přímá zpětná vazba pro řízení jednotlivých chladicích zón a vzduchových trysek.
- Instalační příslušenství přizpůsobené vysokým okolním teplotám ve sklářských pecích.
Varianta GS150LE je navržena také pro měření nízkoemisivního skla, jehož povrchová vrstva vyžaduje specifický přístup k bezkontaktnímu měření teploty.
Měření teploty při výrobě izolací ze skleněných vláken

Při výrobě tepelných a akustických izolací ze skleněných vláken se na vláknitou rohož nanáší pryskyřičné pojivo, které se následně vytvrzuje v průběžné peci. Správné vytvrzení spojí jednotlivá vlákna a zajistí, aby bylo možné výsledný materiál bezpečně přepravovat, řezat a dále zpracovávat do izolačních rolí nebo desek.
Pro výslednou kvalitu je důležité sledovat nejen povrchovou teplotu rohože, ale také teplotu uvnitř její struktury. Nedostatečné nebo nerovnoměrné vytvrzení může snížit mechanickou stabilitu výrobku, zatímco nevhodně nastavený proces zvyšuje spotřebu energie a množství neshodné produkce. Záznam teplotního profilu během průchodu pecí umožňuje ověřit, zda bylo pojivo spolehlivě vytvrzeno po celé šířce i v celém objemu materiálu.
Kontrola zvlákňování a bezpečnosti hotových výrobků
Bezkontaktní infračervené měření lze využít také ke sledování teploty skloviny a vláken vystupujících ze zvlákňovacího zařízení. Stabilní teplota pomáhá udržovat optimální viskozitu materiálu, rovnoměrnou tvorbu vláken a omezuje riziko zanášení zvlákňovacích otvorů.
Kontrola hotových izolačních výrobků zároveň umožňuje včas odhalit lokální horká místa. Ta mohou po zabalení nebo během skladování představovat významné bezpečnostní riziko. Průběžné teplotní monitorování proto přispívá nejen ke stabilní kvalitě výroby, ale také k bezpečnější manipulaci a skladování hotových izolačních materiálů.
Hlavní přínosy měření teploty
- Kontrola teploty na povrchu i uvnitř vláknité rohože.
- Ověření úplného a rovnoměrného vytvrzení pojiva po celé šířce výrobku.
- Optimalizace nastavení jednotlivých zón vytvrzovací pece.
- Dlouhodobé sledování stability výrobního procesu.
- Udržování vhodné viskozity skloviny a omezení zanášení zvlákňovacího zařízení.
- Detekce horkých míst a snížení rizika vzniku požáru při skladování izolace.

Řešení pro výrobu skelných vláken
Pyrometr Endurance E2R
Pyrometr Endurance E2R umožňuje průběžné bezkontaktní měření teploty skelných vláken vystupujících z rozvlákňovacího zařízení. Stabilní kontrola teploty pomáhá udržovat požadované vlastnosti vláken a správný průběh výrobního procesu.
Integrované videozaměřování poskytuje obsluze nepřetržitý pohled na měřené místo, usnadňuje kontrolu zaměření pyrometru a umožňuje rychleji reagovat na změny procesu.
Řešení pro bezkontaktní měření a teplotní profilování
Teplotu skleněných vláken během zvlákňování lze nepřetržitě sledovat pomocí vysoce výkonných pyrometrů Endurance . Integrované videosnímání usnadňuje přesné zaměření měřeného místa a poskytuje obsluze lepší přehled o průběhu procesu.
Pro ověření vytvrzování v celé průběžné peci lze využít systémy pro záznam teplotního profilu . Ty měří teplotu od vstupu až po výstup z pece, aniž by bylo nutné přerušovat běžnou výrobu, a umožňují vyhodnotit teplotu na povrchu i v jádru izolační rohože.
Automobilové sklo – tvarování a laminování čelních skel
Aplikace se týká výroby čelních skel automobilů metodou gravitačního ohýbání skla, označovanou také jako sag bending. Skleněná tabule se zahřívá, dokud nepřejde do viskoelastického stavu. V této fázi se vlastní vahou prohne do formy a získá požadovaný tvar.
Požadavky na řízení procesu
Přesné řízení procesu gravitačního ohýbání je zásadní. Teplota skla musí být v celé ploše rovnoměrná, aby bylo dosaženo správného vytvarování bez prasknutí nebo jiného poškození. Hlavním úkolem je měřit a vyhodnocovat kompletní teplotní profil skla během jeho průchodu pecí.
Při výraznějším nebo lokálně rozdílném tvarování jednotlivých částí skla je vhodné pomocí infračerveného měření vytvořit úplnou teplotní mapu jeho povrchu.
Přínosy přesného měření teploty
- Kontrola rovnoměrnosti ohřevu v celé ploše čelního skla umožňuje optimalizovat nastavení pece.
- Přímé měření povrchové teploty pomocí termočlánků poskytuje přesné výsledky pro různé typy skla a povrchových vrstev.
- Měření v reálném čase během průchodu pecí urychluje nastavení procesu při zavádění nových výrobků.
- Dlouhodobé sledování stability procesu poskytuje podklady pro prediktivní údržbu.
- Infračervená technologie umožňuje sledovat kompletní teplotní mapu skla a automaticky upozorňovat na překročení nastavených mezí.
Infračervené měření teploty pomocí řádkového skeneru

Řešení pro tvarování automobilového skla
Infračervený řádkový skener Raytek MP150
Řádkový skener Raytek MP150 průběžně snímá teplotní profil skla v celé jeho šířce. Při pohybu výrobku pod skenerem vytváří kompletní teplotní mapu povrchu, která pomáhá kontrolovat rovnoměrnost ohřevu a včas odhalit nežádoucí teplotní odchylky.
Nepřetržité zobrazení teplotního profilu a automatické alarmy při překročení nastavených mezí usnadňují optimalizaci pece, zkracují zavádění nových výrobků a umožňují dlouhodobě sledovat stabilitu výrobního procesu.
Měření teplotního profilu přímo během průchodu pecí
Datapaq Furnace Tracker
Datapaq Furnace Tracker je průjezdový systém pro měření teplotního profilu přímo během výrobního procesu. Měřicí jednotka spolu s připojenými termočlánky prochází pecí společně s výrobkem a zaznamenává skutečné teplotní podmínky, kterým je sklo během ohřevu vystaveno.
Systém umožňuje přesně určit, jak se teplota vyvíjí v jednotlivých částech pece i na různých místech výrobku. Naměřená data pomáhají optimalizovat nastavení procesu, odhalit nerovnoměrný ohřev a zkrátit čas potřebný k zavedení nového výrobku do výroby.
Pro tuto aplikaci jsou důležité zejména následující vlastnosti:
- široký výběr tepelných bariér a ochranných boxů pro použití i v prostorově omezených nosičích,
- až 20 termočlánkových vstupů pro kontrolu rovnoměrnosti teploty na rozměrných výrobcích,
- měření skutečného teplotního profilu během průchodu pecí,
- software Insight s průvodci pro snadnější nastavení měření a vyhodnocení dat,
- možnost porovnávat jednotlivé výrobní cykly a sledovat dlouhodobou stabilitu procesu.
Výroba skleněných lahví a obalového skla
Skleněné lahve a obaly vstupují do žíhací pece bezprostředně po vytvarování, kdy mají stále vysokou teplotu. V peci jsou nejprve řízeně prohřívány a následně postupně ochlazovány podle přesně stanovené teplotní křivky. Cílem žíhání je odstranit zbytkové pnutí vzniklé při tvarování a zajistit požadovanou mechanickou pevnost hotového výrobku.
Kontrola žíhání a rovnoměrnosti teploty
Správný průběh teploty a rychlost ochlazování jsou zásadní pro omezení praskání, deformací a dalších vad skleněných obalů. Nastavení jednotlivých zón žíhací pece se mění podle tloušťky skla, velikosti, tvaru a hmotnosti vyráběného obalu. Při změně výrobního sortimentu je proto důležité ověřit skutečný teplotní profil a nespoléhat pouze na nastavené hodnoty pece.
Měření na více místech lahve umožňuje sledovat rozdíly mezi jejím dnem, stěnou, hrdlem a dalšími kritickými částmi. Současně je vhodné kontrolovat rovnoměrnost teploty napříč dopravním pásem, aby výrobky v různých pozicích procházely srovnatelnými podmínkami žíhání.
Silnostěnné obaly a nádoby s masivním dnem
Zvláštní pozornost vyžadují lahve a nádoby s masivním nebo silným dnem. Kontakt s chladnějším dopravním pásem může způsobit nerovnoměrné ochlazování, vznik nadměrného pnutí a následné prasknutí výrobku. V některých provozech se proto pás před vstupem výrobků předehřívá plynovými hořáky.
Průběžná kontrola teploty dopravního pásu pomáhá ověřit jeho rovnoměrné předehřátí a snížit riziko poškození obalů při průchodu linkou. Teplotní data zároveň umožňují lépe nastavit rychlost pásu a sladit kapacitu žíhací pece s výkonem předcházejícího tvářecího procesu.
Vytvrzování dekorativních povlaků
Po žíhání mohou být lahve a skleněné obaly dále dekorovány nebo opatřeny povrchovými vrstvami, které vyžadují tepelné vytvrzení. Pro ověření výsledné kvality nestačí znát pouze maximální teplotu pece. Rozhodující je skutečný časový průběh teploty výrobku a doba, po kterou se povlak nachází v předepsaném teplotním rozsahu.
Záznam teplotního profilu umožňuje doložit, zda byl dodržen požadovaný vytvrzovací režim, a pomáhá odhalit příčiny nedostatečně vytvrzených, nestejnoměrných nebo jinak vadných povrchových úprav.
Hlavní přínosy měření teploty
- Ověření správného průběhu žíhání a řízeného ochlazování skleněných obalů.
- Kontrola teplotní rovnoměrnosti po celé šířce dopravního pásu.
- Rychlejší nastavení procesu při změně velikosti, tvaru nebo tloušťky výrobku.
- Snížení množství prasklých, deformovaných a jinak neshodných výrobků.
- Sladění rychlosti žíhací pece s výkonem tvářecí části výrobní linky.
- Ověření požadovaného průběhu tepelného vytvrzování dekorativních povlaků.
- Snazší diagnostika problémů při žíhání, ochlazování a povrchových úpravách.